10 Screening Mistakes Costing You Money (Backed by Science)
The Science of Screening: How Sharper Separation Translates Directly to Profit
Effective screening isn't about intuition—it's engineering fundamentals meeting business strategy. High-precision screening converts bulk material into premium-grade product, cuts waste streams, and directly impacts your profit margins. Yet most operations leave money on the table. Why?
Inefficient particle trajectories from excessive vibration amplitude. Lost separation quality because frequency settings don't align with particle characteristics. Screen blinding from moisture-sensitive materials that weren't properly evaluated.
These 10 principles reveal what decades of materials science tell us about maximizing screening performance—and how to squeeze more value from every ton processed. We'll cover everything from particle-to-aperture dynamics and deck-specific amplitude optimization to the industry's biggest myth about what "screening efficiency" actually measures. No academic theory. No guesswork. Just proven engineering principles backed by three decades of field data:
Mistake #1: Incomplete Material Characterization
Successful screening starts with comprehensive material knowledge. Beyond basic particle size distribution, you need to understand critical properties like moisture sensitivity. Will your material absorb atmospheric humidity and alter its behavior? Reduced flowability, clumping, agglomeration—these issues develop quickly. Coal fines, magnesium chloride, and many fertilizer grades exhibit property changes even during warehouse storage. Additional considerations: corrosiveness and adhesion characteristics.
Mistake #2: Amplitude Settings That Don't Match Material Characteristics
Here's the fundamental principle: screening is a statistical process where particles encounter apertures repeatedly. More encounters equal better separation. Excessive amplitude launches particles too far across the screen deck, reducing contact opportunities with the mesh. Fewer particle-aperture interactions mean compromised separation quality.
Mistake #3: Poor Feed Distribution Strategy
Maximum screen utilization requires uniform material distribution across the full deck width. This ensures every particle gets adequate aperture exposure. Central feed points create central discharge patterns, leaving deck edges underutilized despite available capacity.
Mistake #4: Frequency Parameters Misaligned with Separation Targets
Beyond amplitude, excitation frequency must match your separation objectives. Insufficient frequency limits particle-mesh interactions; excessive frequency can actually reduce effective contact time. The goal: optimized particle trajectory for your specific application.
Mistake #5: Single-Amplitude Configuration in Multi-Deck Units
Running identical amplitude across all decks leaves performance on the table. Smart multi-deck operations use differentiated excitation: higher amplitude on top decks handling coarser material, reduced amplitude on lower decks processing finer fractions. Uniform amplitude may be the economical default, but it sacrifices the trajectory optimization each deck requires.
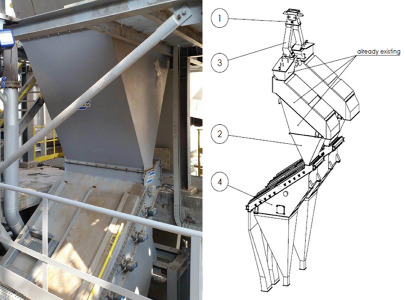
Mistake #6: Upstream Conveying System Incompatibility
Screener specifications assume steady-state feed conditions. Upstream equipment like bucket elevators can violate this assumption in two ways: pulsed discharge creates surge loading, and angled bucket filling produces angled disc...
+ Read more
Mistake #6: Upstream Conveying System Incompatibility
Screener specifications assume steady-state feed conditions. Upstream equipment like bucket elevators can violate this assumption in two ways: pulsed discharge creates surge loading, and angled bucket filling produces angled discharge patterns. Both complicate feed consistency. Bottom line: irregular infeed creates irregular throughput.
Mistake #7: Uncontrolled Cleaning Ball Dynamics
Cleaning balls in horizontal screeners move chaotically beneath the mesh, driven by machine vibration without targeted control. While this random motion effectively prevents aperture plugging, there's a tradeoff. Brittle materials caught between balls and mesh can fracture, generating unwanted fines. Additionally, ball wear introduces trace contamination—typically neoprene or silicone particles in the ppm range—which may raise questions in food-grade applications.
Mistake #8: Ignoring Natural Particle Stratification
Particle segregation works in your favor. Finer particles exhibit higher bulk density, causing them to settle through the material bed toward the screen surface while coarser particles rise. Since screeners typically process coarse-to-fine, this natural stratification accelerates fines removal—if you design your process to leverage it.
Mistake #9: Inadequate Moisture Content Assessment
The screening rule: materials must be either dry or wet. Intermediate states—pasty, doughy, or sludge-like consistencies—don't process effectively in vibratory screeners. Borderline cases exist, of course. When in doubt, run pilot tests on your actual equipment to validate performance before full-scale implementation.
Mistake #10: Confusing Efficiency Metrics
A frequent misunderstanding emerges when customers specify "95% efficiency" or similar targets. The confusion stems from terminology. In screening technology, we distinguish between:Purity measures the percentage of on-spec material within a given screen fraction compared to the total volume of that fraction.
Ready to Stop Leaving Money on the Table?
These 10 mistakes cost operations thousands of dollars daily in lost product value, excessive reject rates, and suboptimal throughput. The good news? Every one of them is fixable with the right engineering approach.
Want to know how much screening optimization could be worth to your operation? Our screening specialists can analyze your current setup and identify exactly where you're losing value—and how to recover it. Contact Our Engineering Team
- Read less
Published by RHEWUM America Inc. on Mar 11, 2026