Fullstream Project Integrates Dry Bulk Material Discharging Systems and Bulk Liquid Handling Systems to Increase Batch Process Line Yield and Reduce Product Quality Loss
This engineered-to-application batch processing project integrates National Bulk Equipment (NBE) performance-proven dry bulk material handling and bulk liquid handling systems to ensure a homogeneous slurry is accurately produced, and reliably supplied to downstream food processing operations.
(HOLLAND, MICHIGAN) -- This engineered-to-application batch processing project integrates National Bulk Equipment (NBE) performance-proven dry bulk material handling and bulk liquid handling systems to ensure a homogeneous slurry is accurately produced, and reliably supplied to downstream food processing operations. This NBE fullstream project is engineered to comply with the hygienic requirements of the process environment and is built to stringent sanitary design and materials-of-construction specifications.
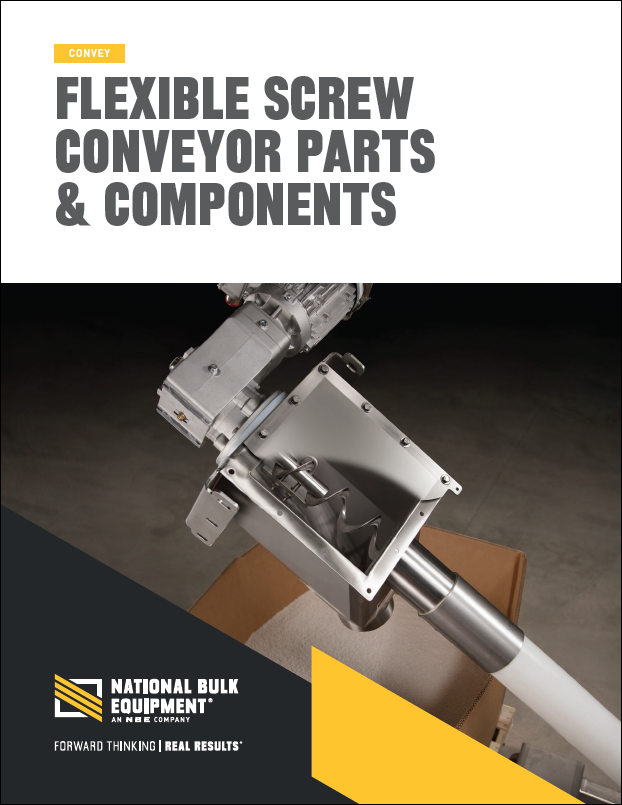
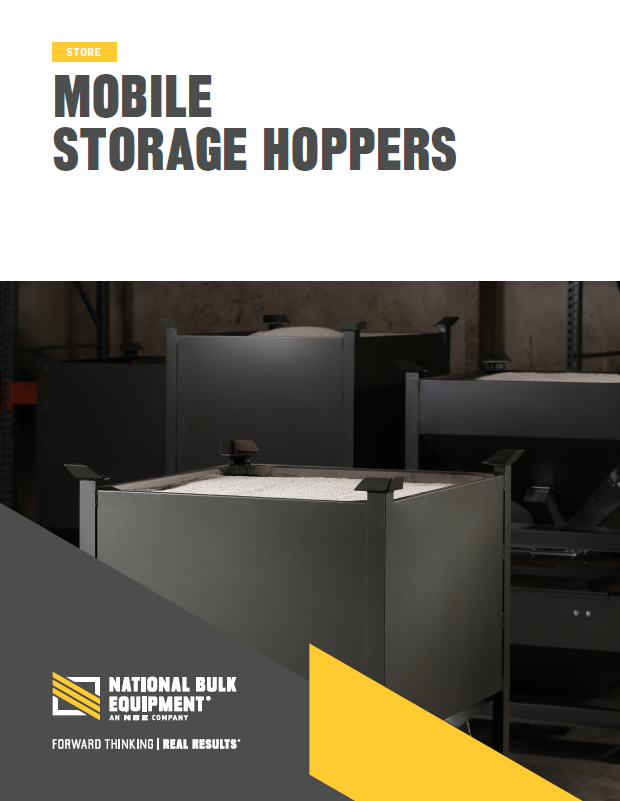
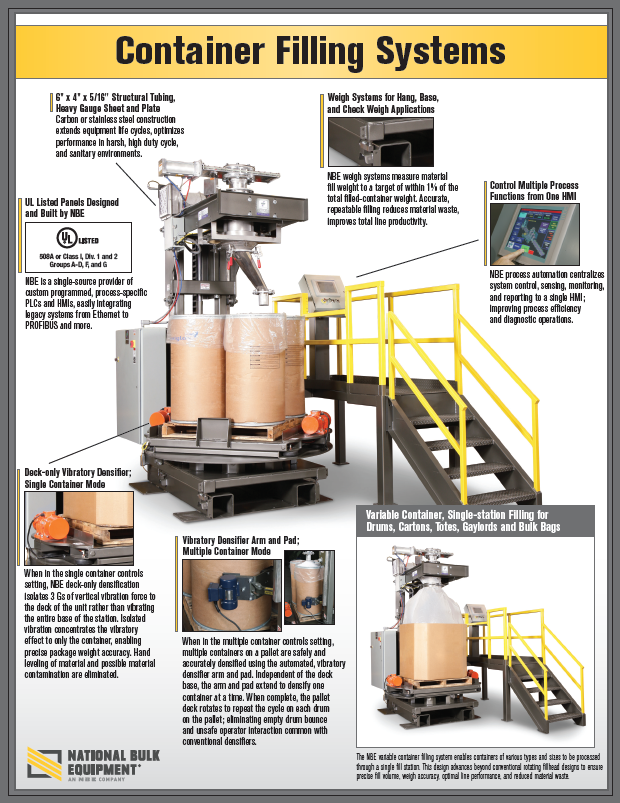
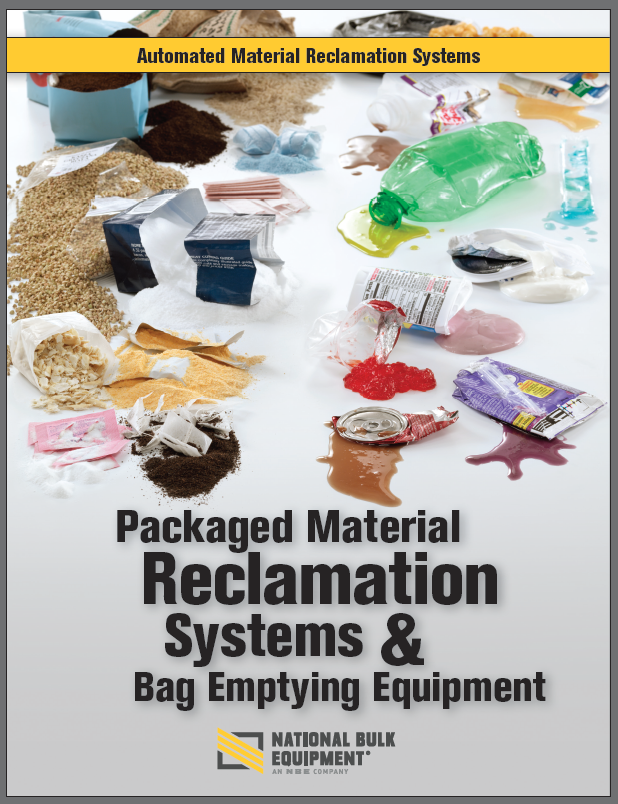
Beginning upstream, major dry ingredients are introduced into the batch processing operation through controlled supply from the NBE bulk bag discharging system. The NBE bulk bag discharging system provides a dust-tight bag spout interconnect that encloses the bag spout and the material discharge path, protecting the operator and the surrounding work area from dust escape during material discharge. Material from the bulk bag is discharged directly into the NBE metering hopper. Based on the recipe of each slurry batch, and controlled by NBE process automation, the major dry ingredient is metered from the hopper into the NBE wetting bowl where the major ingredient enters the project’s secondary liquid flow. Also, upstream, an NBE bag break station enables the operator to introduce minor dry ingredients directly into the wetting bowl and into the secondary liquid flow. NBE dust collectors, ducted to the bag break station and the bulk bag spout enclosure, draw material dust away from the operator and into the filtration system. A reverse air-pulse action from the dust collector removes material from the filter for later reintroduction into the process, reducing material loss and improving process yield.
At the midstream stage, the motive action of the secondary liquid flow into the NBE wetting bowl is sufficient to wet the major and minor dry ingredients and facilitate supply of these wetted ingredients into the venturi eductor at the base of the wetting bowl. A separate, primary flow of the liquid ingredient, also received from upstream, is pumped through the venturi eductor. The venturi eductor mixes the wetted dry ingredients with the primary liquid ingredient to produce the slurry to its correct concentration and suspension of solids. The finished slurry is pumped downstream at a rate of 150 gallons per minute to a high-capacity mixing tank.
This engineered-to-application fullstream project, executed and delivered by National Bulk Equipment, enabled this global food processing enterprise to move beyond the constraints of build-to-order and engineer-to-order processing operations. From pre-RFQ stages through project turnover, the project owner was able to advance its equipment project delivery experience while also reducing its capital equipment total cost of ownership.
.jpg)
About NBE Holdings Company
NBE Holdings Company, based in Holland, Michigan, is a privately held corporation. The NBE Holdings Company portfolio of companies includes National Bulk Equipment, Inc. and Brawn Mixer. Employing over 200 staff members, the companies of NBE...
+ Read more
About NBE Holdings Company
NBE Holdings Company, based in Holland, Michigan, is a privately held corporation. The NBE Holdings Company portfolio of companies includes National Bulk Equipment, Inc. and Brawn Mixer. Employing over 200 staff members, the companies of NBE Holdings Company design, engineer, manufacture, automate, and integrate bulk material handling systems for dry and liquid processing operations, and fluid mixing systems for liquid processing operations. The processing projects and systems of National Bulk Equipment and Brawn Mixer bring optimal process performance to end customers, engineering firms, integrators, and OEMs in industries including food, beverage, pharmaceutical, chemical, and ingredients processing.
Contact: Tim Wiersma, Director of Marketing
Phone: 616-399-2220
- Read less
Published by National Bulk Equipment, Inc. on Jan 19, 2022

National Bulk Equipment, Inc.
Website
E: [email protected]
T: 616-344-6234
Address
12838 Stainless Drive
Holland, MI
49424
United States
Show map
Visit our profile























.jpg)